刀具為什么要故意進(jìn)行“鈍化”
Update time:2020-07-08 22:51:18Click on the number of times:1553 numberFontSize:T|T
1. What is tool passivation? By deburring, smoothing and polishing the tool, the quality of the tool is improved and the service life is extended. The name of a process after finishing grinding and before coating is not uniform
1. What is tool passivation?
By deburring, smoothing and polishing the tool, the quality of the tool is improved and the service life is extended. The name of a process after finishing grinding and before coating is not uniform at home and abroad. It is called "edge passivation", "edge strengthening", "edge honing", "edge preparation" or " ER (Edge Radiusing) processing" and so on.
2. Why is tool passivation necessary?
The cutting edge of the tool after being sharpened by an ordinary grinding wheel or a diamond grinding wheel has microscopic gaps (that is, tiny chipping edges and saw edges) with different degrees. During the cutting process, the micro-notch of the cutting edge of the tool is easy to expand, which accelerates the wear and damage of the tool.
Modern high-speed cutting and automated machine tools place higher requirements on tool performance and stability, especially coated tools must be passivated by the cutting edge before coating to ensure the firmness and service life of the coating.
3. Purpose of tool passivation
The purpose of the blade passivation technology is to solve the defect of the micro-notch of the cutting edge of the tool after sharpening, so as to reduce or eliminate the sharpness, achieve smooth and smooth, both sharp and strong and durable.
4. The main effect of tool passivation
Rounding of the cutting edge: remove burrs on the cutting edge and achieve accurate and consistent rounding processing.
 Cutting edge burrs lead to tool wear, and the surface of the processed workpiece will also become rough. After passivation, the cutting edge becomes very smooth, greatly reducing chipping, and the surface finish of the workpiece will also be improved.
Cutting edge burrs lead to tool wear, and the surface of the processed workpiece will also become rough. After passivation, the cutting edge becomes very smooth, greatly reducing chipping, and the surface finish of the workpiece will also be improved.
Polishing treatment of row cutting grooves: Evenly polishing the tool grooves to improve surface quality and row cutting performance.


The smoother and smoother the flute surface, the better the chip removal and higher speed cutting. At the same time, after the surface quality is improved, the risk of the tool and the processing material biting is also reduced. And can reduce the cutting force by 40%, cutting more smoothly.
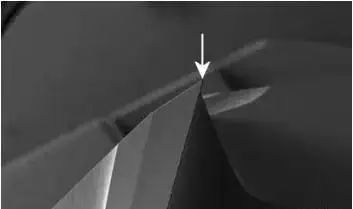
Coating polishing: remove the protruding droplets generated after the cutter coating, improve the surface finish, increase the absorption of lubricating oil.
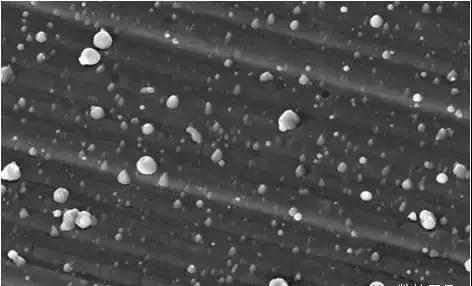
 The coated surface of the tool will produce some tiny protruding droplets, which improves the surface roughness, making the tool prone to greater frictional heat during the cutting process and reducing the cutting speed. After passivation and polishing, the droplets are removed, and many small holes are left. At the same time, more cutting fluid can be absorbed during processing, which greatly reduces the heat generated during cutting and can greatly increase the speed of cutting.
The coated surface of the tool will produce some tiny protruding droplets, which improves the surface roughness, making the tool prone to greater frictional heat during the cutting process and reducing the cutting speed. After passivation and polishing, the droplets are removed, and many small holes are left. At the same time, more cutting fluid can be absorbed during processing, which greatly reduces the heat generated during cutting and can greatly increase the speed of cutting.
By deburring, smoothing and polishing the tool, the quality of the tool is improved and the service life is extended. The name of a process after finishing grinding and before coating is not uniform at home and abroad. It is called "edge passivation", "edge strengthening", "edge honing", "edge preparation" or " ER (Edge Radiusing) processing" and so on.
2. Why is tool passivation necessary?
The cutting edge of the tool after being sharpened by an ordinary grinding wheel or a diamond grinding wheel has microscopic gaps (that is, tiny chipping edges and saw edges) with different degrees. During the cutting process, the micro-notch of the cutting edge of the tool is easy to expand, which accelerates the wear and damage of the tool.
Modern high-speed cutting and automated machine tools place higher requirements on tool performance and stability, especially coated tools must be passivated by the cutting edge before coating to ensure the firmness and service life of the coating.
3. Purpose of tool passivation
The purpose of the blade passivation technology is to solve the defect of the micro-notch of the cutting edge of the tool after sharpening, so as to reduce or eliminate the sharpness, achieve smooth and smooth, both sharp and strong and durable.
4. The main effect of tool passivation
Rounding of the cutting edge: remove burrs on the cutting edge and achieve accurate and consistent rounding processing.
Polishing treatment of row cutting grooves: Evenly polishing the tool grooves to improve surface quality and row cutting performance.
Coating polishing: remove the protruding droplets generated after the cutter coating, improve the surface finish, increase the absorption of lubricating oil.
(editor:www.dongjiesharp.com)
New Product Recommendation







- TOP
- 0769-82165869
- Consultation
- QR code
